



我们的20/30.2-18.7套筒远销海外视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:20/30.2-18.7套筒远销海外的图文介绍


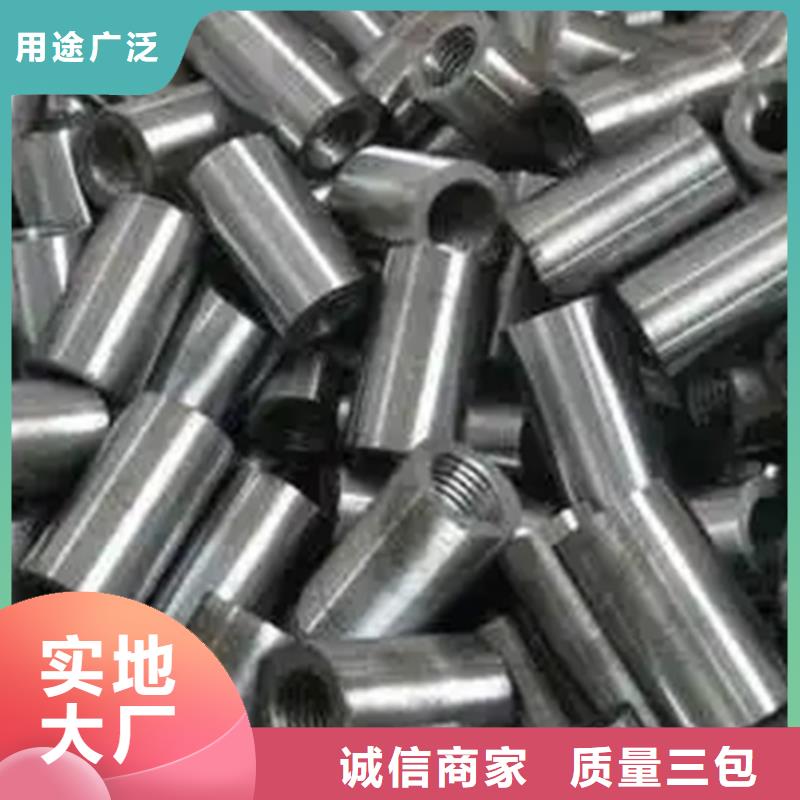
钢筋套筒接头加工的技术是需要十分慎重的进程需要的,我们可以经过比较其他加工技术而言,钢筋接头的技术进程是十分慎重的。1、钢筋端面平头:平头的目的是让钢筋端面与母材轴线方向垂直,宣选用砂轮切割机或其他专用堵截设备,制止气割。2、剥肋滚压螺纹:运用钢筋剥肋滚压直螺纹机将待联接钢筋的端头加工成螺纹。3、丝头质量查验:操作者对加工的丝头进行的质量查验。4、带帽保护:用专用的钢筋丝头保护帽或联接套筒将钢筋丝头进行保护,防止螺纹被磕碰或被污物污染。5、丝头质量抽检:对自检合格的丝头进行的抽样查验。6、存放待用:按规格型号及类型进行分类堆积。



经营理念:科学管理—— 安徽合肥25的钢筋套筒质优价廉开拓市场
诚信务实——携手共赢创造 安徽合肥25的钢筋套筒未来
只因有您的大力支持,云海旭金属材料有限公司才有今天的蓬勃发展,我们期待于您合作,为您提供的服务,共创美好未来。


钢筋套筒外观检查,连接套筒螺纹牙型应饱满,连接套筒表面不得有裂纹,表面及内螺纹不得有严重的锈蚀及其他肉眼可见的缺陷。尺寸检查重要尺寸(外径、长度)及螺纹牙型、精度应经检验符合厂家产品设计图纸要求。内螺纹用专用的螺纹塞规检验,其塞通规应能顺利旋入,塞止规旋入长度不得超过3P(P为一个螺距长度)。允许偏差:套筒直径D≤50;外径允许偏差±0.5;长度允许偏差±0.5。一般试验项目:抗拉强度。



现场施工连接钢筋套筒需要注意哪些点呢?1、接头的加工和安装质量必须符合相关的国标和验收规范。2、袖子必须有工厂。外观质量和螺纹规格必须符合要求。目视检查,游标卡尺和螺纹塞规用于检查。3、钢筋原料的强度必须符合设计和规范要求。钢筋直径的偏差必须在允许的范围内。如果存在过度偏差,剥离后直径将变小或不圆,并且线头易于加工。齿的断裂现象会影响接头的强度。4、加工焊头时,加工参数必须控制在允许的偏差范围内。在开始加工之前,必须根据钢筋的直径调整剥离肋,螺纹滚压头,上升刀环,滚动行程等的直径。5、对钢丝头进行加工,目视检查外观质量,并逐一检查卡钳和端头和螺纹环规。如果不合格,则应删除返工。加工前,可以使用相同的规格和相同批次的废钢进行调试。6、对于合格的线端,请及时添加保护盖,以免生锈或损坏。7、现场安装时,钢筋的规格和钢筋套管的尺寸应相同。拧紧后,套管两侧不应有一根完整的螺纹。8、安装的接头由现场监督见证,并测试接头的强度。
